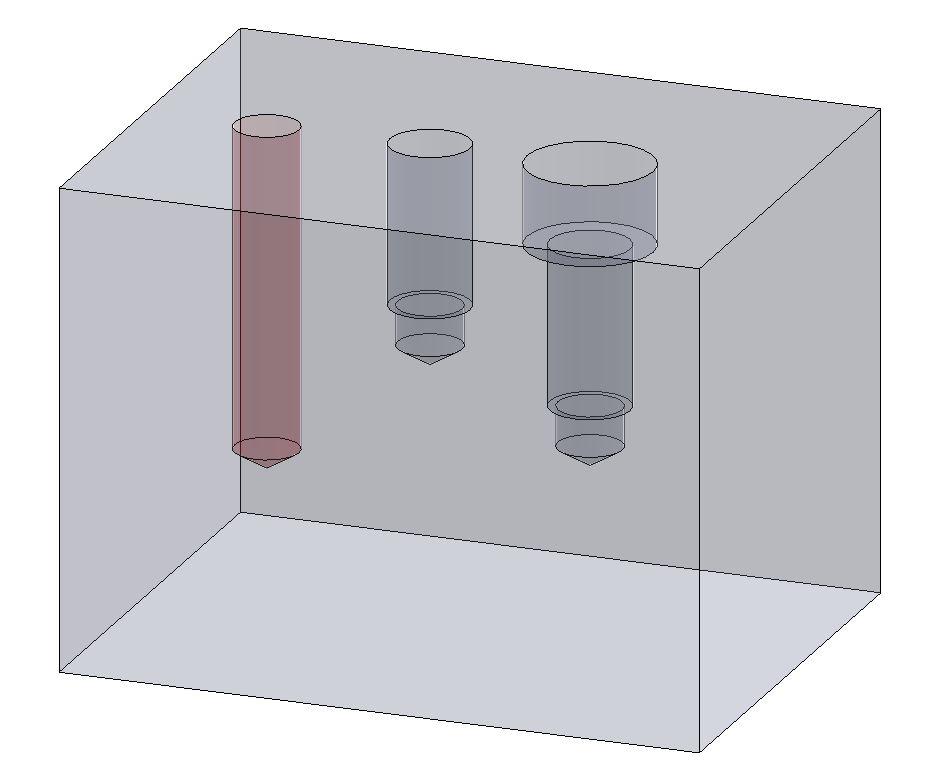
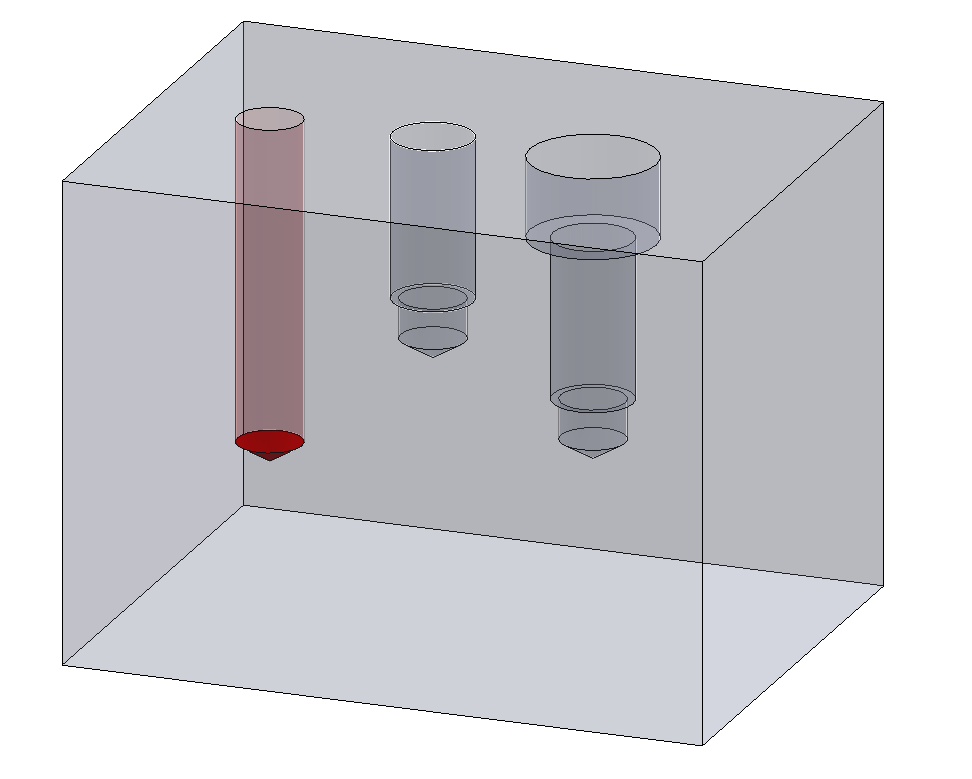
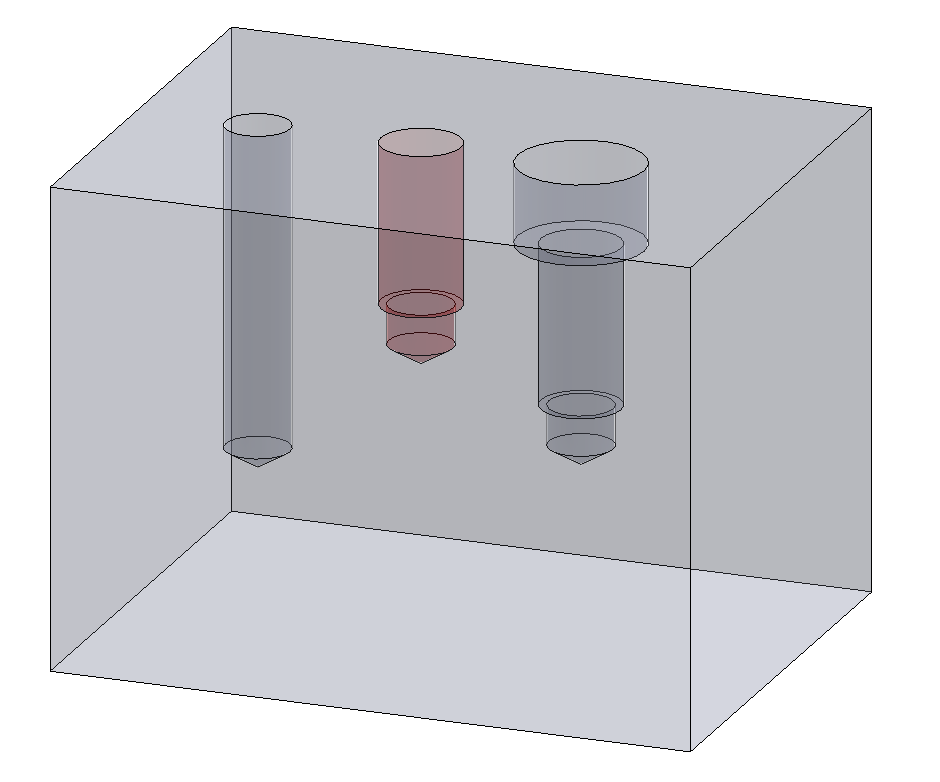
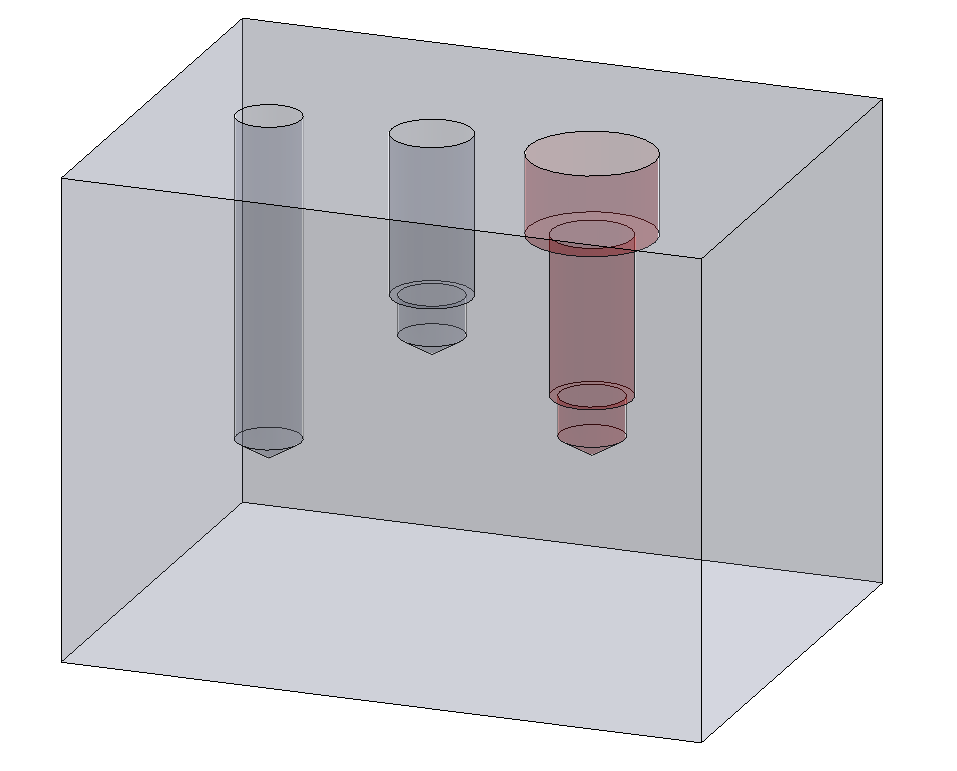
Standard taps have a limited threaded length and can only tap to a specific depth. Therefore, review your design to ensure that the depths of the tapped holes do not exceed the standard tap threaded length. A good rule of thumb is to keep the tapping depth at two times (2X) the diameter of the tap.
Blind tapped holes need a drilled hole depth greater than the thread depth. Typically, this extra depth needs to be three times (3X) the thread pitch to ensure adequate clearance for the tap at the bottom of the drilled hole. For example, a ¼-20 tapped hole with a thread depth of .5 inches would need a minimum drill hole depth of .650 inches.